AS Technology
producent maszyn i urządzeń dla przemysłu
automatyka suszarni do drewna
www.elmaks.com

| MENU |

| Urządzenia do sterowania suszarnią do drewna | ||||
Strona główna » Oferta » Urządzenia dla przemysłu drzewnego » Opis działania sterowników, zasada sterowania pracą suszarni | ||||
Zasada sterowania pracą suszarni
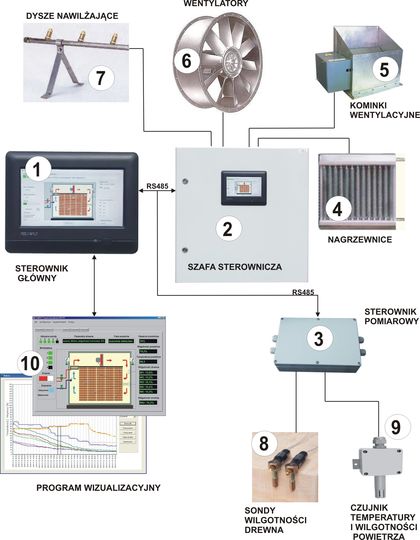 W sterowniku głównym (1) programuje się parametry oraz wilgotność końcową drewna. Sterownik ten komunikuje się po interfejsie RS485 (dwuprzewodowym) ze sterownikiem wykonawczym w szafie sterowniczej (2) oraz ze sterownikiem pomiarowym (3). Sterownik pomiarowy odczytuje temperaturę i wilgotność powietrza (9) oraz wilgotność drewna (8), a następnie przetwarza zmierzone temperatury i wilgotności na transmisję cyfrową i przesyła je po interfejsie RS485 do sterownika głównego (1). Rozwiązanie takie umozliwia wyeliminowanie zakłóceń zmierzonych parametrów, ponieważ są one zamieniane na transmisję cyfrową bezpośrednio przy czujnikach, która jest zabezpieczona przed zakłóceniami. W przypadku innych rozwiązań, gdzie przewody pomiarowe są prowadzone aż do samej szafy sterującej, zakłócenia mogłyby mieć wpływ na zafałszowanie pomiarów. Zmierzone i przesłane dane w postaci cyfrowej ze sterownika pomiarowego, są przetwarzane przez sterownik główny. Na ich podstawie do urządzeń wykonawczych (nagrzewnice (4), kominki wentylacyjne (5) oraz dysze nawilżające (7)) są wysyłane sygnały sterujące, które regulują pracę tych urządzeń tak, żeby utrzymać odpowiednią temperaturę i wilgotność powietrza w suszarni. Wentylatory (6) służą do wytworzenia przepływu powietrza. Ogrzane przez nagrzewnice (4) powietrze przepływając przez sztaple odbiera wilgoć z drewna, która koncentruje się w powietrzu. Nadmiar wilgoci usuwany jest przez kominki (5). Do sterownika dołączony jest program wizualizacyjny (10), który umożliwia wyświetlanie na ekranie monitora zmierzonych parametrów oraz stan pracy poszczególnych urządzeń wykonawczych. Możliwe jest programowanie sterownika oraz drukowanie wykresów. | ||||
OPIS DZIAŁANIA STEROWNIKÓW | ||||
Sterownik suszarni służy do automatycznego i półautomatycznego prowadzenia procesu suszenia drewna w suszarni. Może być wykorzystany do suszarni dowolnej wielkości,
nowobudowanej lub modernizacji już istniejącej. Sterownik wykonany jest w postaci modułowej i składa się z:
Budowa modułowa umożliwia zastosowanie sterownika do każdej suszarni np. jeżeli suszarnie są rozmieszczone po całym zakładzie, a zachodzi potrzeba kontrolować proces suszenia z jednego miejsca (sterowni), to w przypadku sterownika są możliwe trzy rozwiązania:
Cały proces suszenia drewna podzielony jest na kilka faz:
| ||||
| © 2004-2018 AS Technology Łączkowice 10A 97-515 Masłowice biuro@astechnology.pl |  Wstecz Wstecz  Góra Góra | ||